✏️ Tổng quan
-
V7Plus là dòng dao phay cacbua rắn (solid carbide end-mill) hiệu suất cao của YG-1, thiết kế nhằm gia công linh hoạt nhiều vật liệu như thép, gang, inox…
-
Model “GMH67” được ghi nhận như một trong các mã sản phẩm dòng V7Plus 4 răng (4 flutes) – ví dụ trên 1 trang chào bán ghi: “100% Original YG-1 V7 Plus 4 Flutes End Mills GMH67 / GMH68”
-
Dòng sản phẩm thuộc phân khúc “đa vật liệu” (multi-material) hoặc ít nhất “đa mục đích” cho thép, gang, inox, khả năng chịu tải cắt cao, thoát phoi tốt.
🔍 Chủng loại & ứng dụng đa vật liệu
-
YG-1 quảng bá rằng V7Plus sử dụng công nghệ phủ “Y-coating” và thiết kế rãnh/chíp thoát được tối ưu giúp tăng tuổi thọ dao, giảm rung khi gia công khó, vật liệu “tough” hơn.
-
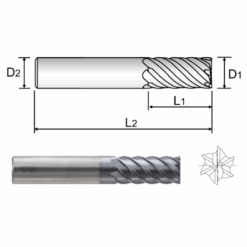
Thiết kế dao có nhiều rãnh xoắn (multiple helix), giúp cắt mượt hơn, chống “chatter” (rung dao) tốt hơn trong gia công tốc độ cao hoặc gia công khối lớn.
-
Dòng này hướng đến “multi-purpose”: Dùng cho thép thường, gang, inox độ cứng thấp/ vừa (ví dụ HRC ≤ 40) — như thông số trên 1 trang: “For Stainless Steels, Mild Steels, Cast Iron, Low/Medium Hardness Materials Under Hrc40”
-
Vì thuộc phân khúc hiệu suất cao, nếu dùng đúng thông số sẽ giúp tăng tốc độ chạy, nâng cao năng suất, giảm chi phí công cụ.
📌 Gợi ý thông số & lưu ý khi sử dụng
-
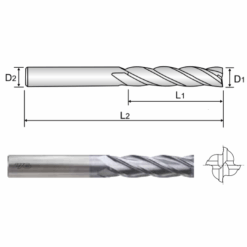
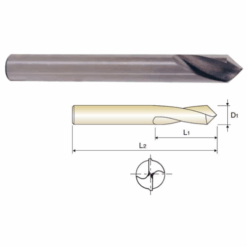
Khi chọn model như GMH67, bạn cần xem rõ đường kính (D1), đường kính trục (Shank D2), chiều dài cắt (L1) và tổng chiều dài (L2) để phù hợp với máy và chi tiết gia công. (Ví dụ catalogue V7Plus có liệt kê nhiều mã như GMH72, GMH68 etc)
-
Lưu ý về vật liệu gia công: mặc dù V7Plus dùng cho nhiều vật liệu nhưng nếu vật liệu rất cứng (HRC cao hơn nhiều) hoặc hợp kim đặc biệt, vẫn nên kiểm tra xem có phiên bản chuyên biệt hay không.
-
Hệ thống kẹp, dao, máy phải đúng chuẩn vì hiệu suất cao cũng đòi hỏi độ ổn định tốt và hệ thống chống rung.
-
Bảo dưỡng dao: vì là dao hiệu suất cao nên cần kiểm tra mài, độ sắc mũi, tránh để dao bị mòn hay biến dạng trước khi chạy lại để giữ tuổi thọ công cụ và chất lượng bề mặt.
-
Vì là dao đa rãnh và hiệu suất cao nên thường yêu cầu thông số cắt (tốc độ, bước tiến) tốt — nên tham khảo catalogue hoặc nhà cung cấp để chọn thông số tối ưu.
| Thông số | Giá trị tham khảo / chú ý |
|---|---|
| Đường kính dao (D1) | Có nhiều lựa chọn: ví dụ trong catalogue “6.0 mm, 8.0 mm, 10.0 mm, 12.0 mm, 16.0 mm, 20.0 mm, 25.0 mm” đối với nhóm GMH67/GMH68. |
| Số rãnh (Flutes) | Thường 4 flute cho GMH67/GMH68 (Corner Radius) theo catalogue. |
| Helix (xoắn) | 35°/37° “Multiple Helix” cho 4 flute nhóm này. |
| Vật liệu | Ultra Micro-Grain Carbide. |
| Lớp phủ | Y-Coating. |
| Ứng dụng vật liệu | Thép, gang, inox ở mức độ cứng trung bình. Ví dụ: “Low/Medium Hardness Materials under HRC40” trong 1 bản cho V7PlusA. |
| Ví dụ kích thước cụ thể | Ví dụ mã “EDP No. GMH72907” – V7 Plus A 6 flute 45° helix chip splitter corner radius end mill size: ½″ (≈12.7 mm) R0.030 × ½ shank × 1-1/2″ LOC × 3-1/2″ overall. |
| Hướng dẫn cắt | Trong catalogue châu Á có bảng gợi ý: với độ sâu cắt (Ap, Ae) & tốc độ cắt (Vc) phụ thuộc đường kính và vật liệu — ví dụ đường kính D = 6, 8, 10, 12 mm, etc. |
| STT | MÃ HÀNG | MIÊU TẢ | KÍCH THƯỚC |
| 1 | GMH67010 | V7 PLUS 4FL 37deg. Helix E/M | 1X6X2.5X50 |
| 2 | GMH67015 | V7 PLUS 4FL 37deg. Helix E/M | 1.5X6X4X50 |
| 3 | GMH67020 | V7 PLUS 4FL 37deg. Helix E/M | 2X6X6X50 |
| 4 | GMH67030 | V7 PLUS 4FL Multiple Helix E/M | 3X6X8X50 |
| 5 | GMH67040 | V7 PLUS 4FL Multiple Helix E/M | 4X6X10X50 |
| 6 | GMH67050 | V7 PLUS 4FL Multiple Helix E/M | 5X6X15X60 |
| 7 | GMH67060 | V7 PLUS 4FL Multiple Helix E/M | 6X6X15X60 |
| 8 | GMH67080 | V7 PLUS 4FL Multiple Helix E/M | 8X8X20X70 |
| 9 | GMH67100 | V7 PLUS 4FL Multiple Helix E/M | 10X10X25X75 |
| 10 | GMH67120 | V7 PLUS 4FL Multiple Helix E/M | 12X12X30X80 |
| 11 | GMH67160 | V7 PLUS 4FL Multiple Helix E/M | 16X16X40X100 |
| 12 | GMH67200 | V7 PLUS 4FL Multiple Helix E/M | 20X20X45X100 |